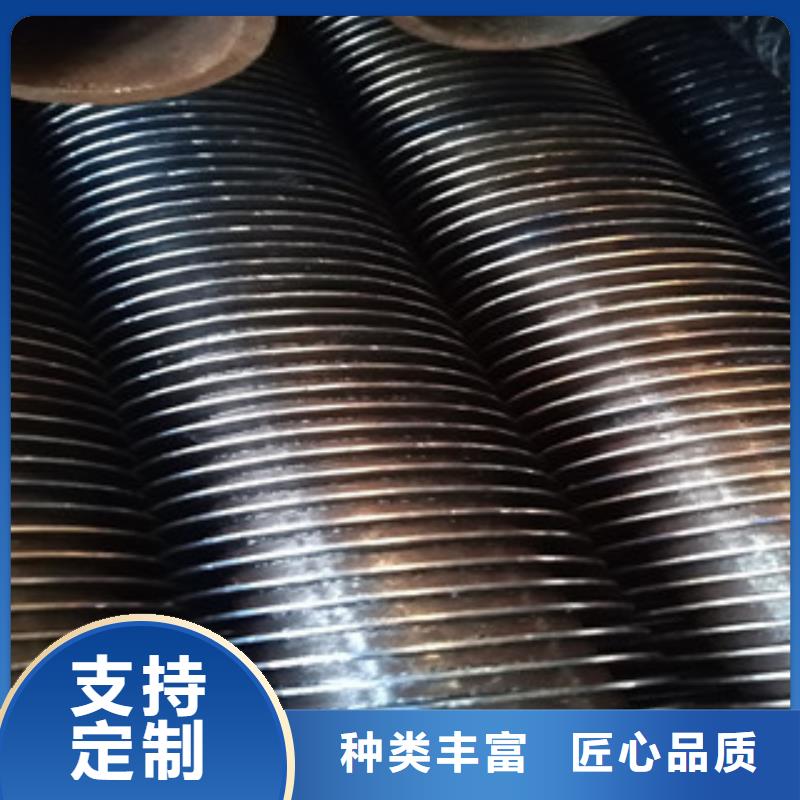
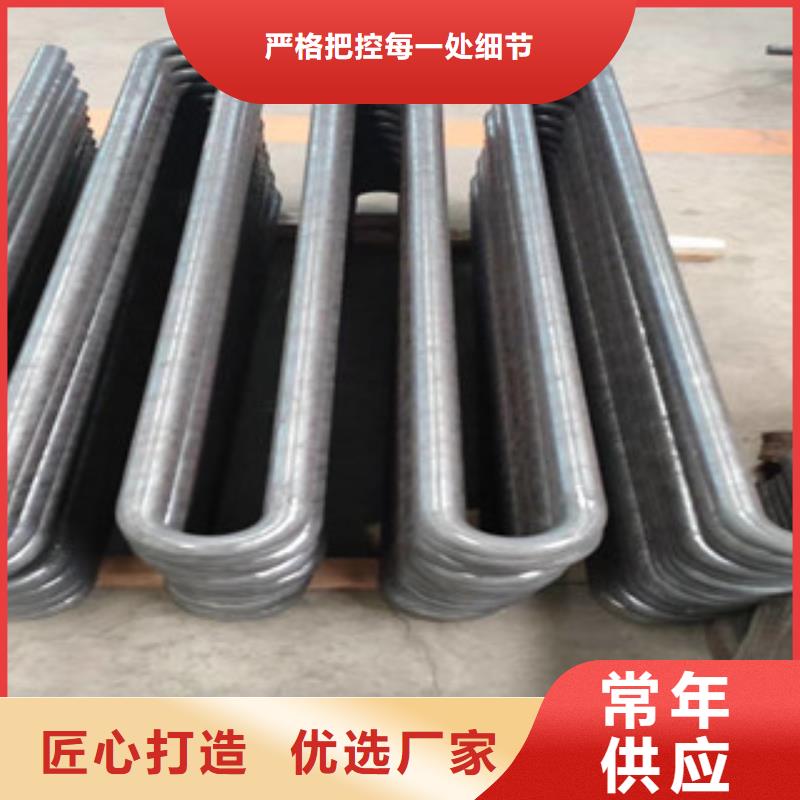
翅片管包邮现货直销
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 名称 | 翅片管 |
| 规格 | 齐全 |
| 材质 | 20# 304 q235b |
| 产地 | 聊城 |
| 仓库地址 | 浩泽库 |
| 计重方式 | 米计 |
| 可定制 | 是 |
| 品牌 | 浩泽 |
| 用途 | 换热系统 |
| 应用场所 | 锅炉 电站 |
| 范围 | 翅片管包邮直销供应范围覆盖四川省、乐山市、金口河区、沙湾区、五通桥区、犍为县、井研县、夹江县、沐川县、峨眉山市等区域。 |


管子两侧的换热系数如果相差很大,则应该在换热系数小的一侧加装翅片。
:锅炉省煤器,管内走水,管外流烟气,烟气侧应采用翅片。
:空气冷却器,管内走液体,管外流空气,翅片应加在空气侧。
:蒸汽发生器,管内是水的沸腾,管外走烟气,翅片应加在烟气侧。
应注意,在设计时,应尽量将换热系数小的一侧放在管外,以便于加装翅片。
如管子两侧的换热系数都很小,为了强化传热,应在两侧同时加装翅片,若结构上有困难,则两侧可都不加翅片。在这种情况下,若只在一边加翅片,对传热量的增加是不会有明显效果的。
:传统的管式空气预热器,管内走空气,管外走烟气。因为是气体对气体的换热,两侧的换热系数都很低,管内加翅片又很困难,只好用光管了。
:热管式空气预热器,虽然仍是烟气加热空气,但因烟气和空气都是在管外流动,故烟气侧和空气侧都可方便地采用翅片管,使传热量大大增加。
如果管子两侧的换热系数都很大,则没有必要采用翅片管。
:水/水换热器,用热水加热冷水时,两侧换热系数都足够高,就没有必要采用翅片管了。但为了进一步增强传热,可采用螺纹管或波纹管代替光管。
:发电厂冷凝器,管外是水蒸汽的凝结,管内走水。两侧的换热系数都很高,一般情况下,无需采用翅片管。



乐山金口河浩泽物资有限公司座落于是一家从事 翅片管的生产加工为一体的现代化企业。先进的生产设备现代化外贸产品加工厂,在产能的同时致力于出口产品的精工细作、研发生产。我们将以真诚的服务,过硬的质量来迎接每一位新老客户。愿我们迈着新时代的步伐,协手并进,共创辉煌!我们始终秉承“信誉di yi,质量为本”的企业理念和“客户至上,以德兴厂”的经营宗旨,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。


强化换热器换热的方法及热力计算
通过对翅片管式换热器的结构进行改进与优化设计,然后对其换热性能与改进前换热器进行对比计算,结果是改进后的换热器的传热系数得到了提高。
一、调整换热器的翅片间距,设计成为变翅片间距。
1、设计原理

当气流通过蒸发器时,由于空气中的水蒸气不断地在翅片管表面沉积,空气由于除湿作用相对湿度降低,沿气流方向翅片盘管表面结霜量是递减的,如果采取变片距结构,可以在结霜条件下保持其较高的传热效率,并延长其冲霜时间。当蒸发器采用变翅片间距结构时,实际上已构成了翅片的错列分布,当空气横掠错列翅片时,翅片的交错分布使得上游翅片对下游翅片有绕流作用,由于前面翅片的绕流,翅片的前半部分换热加强,后面的翅片的分布又使得流道变窄,流速提高,翅片后半部分的换热也得到强化。
2、变翅片间距的结构示意图及对比计算
由于该改进方案采用的是变翅片间距形式,在理论上可近似认为是错列翅片,因此在分析中可借用错列翅片的理论。图1 是所研究的流体纵掠错列翅片的一个二维模型,翅片间距为H ,厚度为t 。
由于该结构形式实际为错列翅片,当流体纵掠翅片时,气流在上游翅片先受到扰动,因此在前几排管上的翅片换热加强,当气流流经后几排管子时,由于流通截面迅速变窄,流速提高,使流体在原有的基础上又进一步受到挤压,扰动更加剧烈,因此通过后加上的一组翅片,使换热也得到了强化。
通过变翅片间距的结构改进,冷风机在外形尺寸即高度、宽度和管总长度不变的前提下,在结霜工况下运行时仍可保持较高的传热系数,且采用变翅片间距结构的冷风机比等翅片间距结构冷风机的传热系数提高了9. 8 % ,且传热面积有所提高,通过提高传热系数和传热面积从而达到强化传热的目的(图2) 。
对于翅片管式换热器,其传热系数的计算采用下列公式。式中: hi ,h0为管内制冷剂和管外空气侧换热系数(W/(m2·K) ) ; Fi, F0 为管内、外面积( m2 ) ; β为管内外面积比; ri , r0为管内、外表面的污垢系数( (m2·K) / W) ;λ为管壁导热率(W/ (m·K) ) ;η为肋化效率; di , d0为管子内/ 外径(m) 。对于制冷量Q0 =2. 67 kW 的制冷系统,经过结构改进,其热力性能计算结果如表1 所示。
二、加强管内流体流动,管内壁加工变螺距内螺纹。
1、设计原理
2、变间距内螺纹翅片管结构示意图及对比计算对等间距内螺纹翅片管换热器管内螺纹进行改进,由于管内有规则、连续的凸肋和凹槽发生改变,使之内表面积比等间距增大8. 4 %,传热系数增大3. 82 %,管内换热系数也增加了4. 89 %。等间距与变间距内螺纹管结构示意图如图3、图4 所 式中: f m为单位管长管子平均面积(m2 ) ; f i为单位管长管子内面积(m2) ; f 2为单位管长管子总外表面积(m2) ;αi为管内对流换热系数(W/ (m2· K) ) ;αw 为管外对流换热系数(W/ (m2· K) ) 。
对于汽车空调系统,当负荷Q0 = 4 kW ,其热力性能计算结果如表2 所示。



套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。
用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压人的。这种方法因为翅片的压人力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压人是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。
B镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。
C钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。
D高频焊螺旋翅片高频高频焊螺旋翅片管是目前应用为广泛的螺旋翅片管之一,现广泛应用于电力、冶金、水泥行业的预热回收以及石油化工等行业.高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。
E三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理如图1.8所示,在光管内衬一芯棒,经轧辊刀片的旋转带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。
目前三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管目前市场上多见为低翅片管,整体型高翅片管其材质多为铝、铜等,一般是冷轧成型。 鉴于现在市场上高频焊翅片管、有色金属整体轧制翅片管较容易找到,而整体轧制翅片管(钢)较少翅片管的应用场合。

- 电力架构厂家批发价格 2025-12-27
- 方管老品牌值得信赖 2025-12-27
- 无缝钢管非标规格定做 2025-12-27
- 虹吸排水系统质量优质 2025-12-27
- 劳力士四十张图生产厂家欢迎订购 2025-12-27
- 保温钉品质卓越 2025-12-27
- 销售岩棉板的厂家 2025-12-27
- 不锈钢复合管现货质量好 2025-12-27
- 榆树直供全国品牌:本地厂家 2025-12-27
- 玻璃鳞片胶泥大厂家选的放心 2025-12-27
- 宁夏企业研发实验室设备规格齐全的厂家 2025-12-27
- 河南庭院景观小品标牌畅销全国 2025-12-27
- 广丰喷砂阀_喷砂罐气动阀门一站式供应厂家 2025-12-27
- 电力架构厂家批发价格 2025-12-27
- 翅片管包邮现货直销 2025-12-27
- 金刚砂地坪材料大厂家才可靠 2025-12-27
- 合金高压锅炉管当天发货 2025-12-27
- 弯管质量认证 2025-12-27
- 2025库存充足##湟源波形护栏##货到付款 2025-12-27
- 信丰环氧地坪价格实在的厂家 2025-12-27
- 上犹用户喜爱的环氧地坪生产厂家 2025-12-27
产品


联系方式
